
在精密金属零件制造领域,熔模铸造(失蜡铸造)是核心精密成型工艺,凭借高精度、高适配性优势,广泛应用于机械、阀门、汽车、五金等多个行业。本文拆解其工艺流程、核心优势、应用领域,解答熔模铸造与砂型铸造的区别、失蜡铸造精度标准等高频问题,为零件生产选型、厂家选择提供实用参考,助力企业降本提质。
什么是熔模铸造(失蜡铸造)?核心定义解析
熔模铸造(行业俗称失蜡铸造),是通过蜡模复刻形状、耐火材料制壳、高温脱蜡成腔、浇注金属成型的精密铸造工艺。因无分型面、蜡模完全熔化排出,铸件具备无飞边、无毛刺、尺寸精准、表面光洁的特点,又称精密熔模铸造,是传统工艺无法替代的高精度零件生产方案。
核心适配:用于生产结构复杂、精度及表面质量要求高,且传统机加工、砂铸、压铸难以成型的金属零件,适配小批量定制、样品开发、大批量量产,覆盖碳钢、不锈钢、合金钢等多种材质。
高频疑问:熔模铸造与失蜡铸造无本质区别,“失蜡铸造”因核心脱蜡工序得名(行业俗称),“熔模铸造”是标准工艺名称,日常表述可通用。
熔模铸造(失蜡铸造)标准工艺流程,每一步都影响铸件精度
熔模铸造的稳定性源于标准化流程,每道工序直接决定铸件质量,以下是工业级熔模铸造(失蜡铸造)标准工序,适配各类精密零件生产:
模具制作与蜡模压制(基础工序)
根据产品图纸制作高精度模具,选用石蜡、蜂蜡混合蜡料,压制与成品一致的熔模铸造蜡模,控制尺寸误差,为铸件精度奠定基础。
蜡模组树(提升生产效率)
将多个蜡模合理组装在浇口棒上形成蜡模组,提升单次浇注效率、减少材料浪费,降低熔模铸造生产成本,适配批量生产。

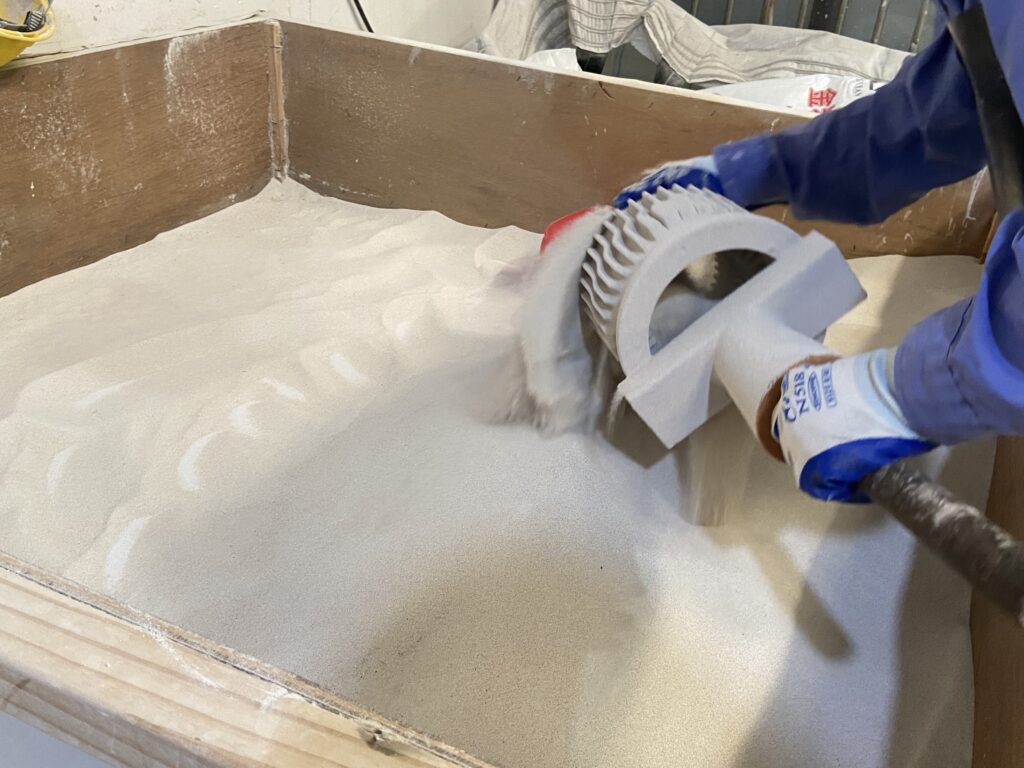
型壳制作(沾浆、淋砂,核心工序)
对蜡模组多层涂覆耐火浆料(石英粉+粘结剂)并淋撒石英砂,形成强度足够的耐火型壳,其质量直接决定失蜡铸造表面质量。

高温脱蜡(核心工艺亮点)
将型壳放入脱蜡炉,用高温蒸汽熔化排出蜡料,形成与蜡模一致的中空型腔(“失蜡铸造”得名由来),确保蜡料无残留,避免影响铸件质量。
型壳焙烧(增强型壳强度)
脱蜡后将型壳高温焙烧(温度随材质调整),去除水分、杂质及残留蜡质,提升型壳强度和透气性,防止浇注时破裂、铸件出现砂眼、气孔。
金属浇注(成型关键)
将熔融金属液(碳钢、不锈钢等,按需选择)通过浇口缓慢注入型壳,冷却凝固后形成铸件毛坯,严格控制浇注温度和速度,避免缩孔、裂纹。
后处理(成品成型)
铸件冷却后,破碎型壳、切割浇口,经打磨、抛丸、热处理等工序,去除杂质毛刺、调整力学性能,通过精度检测后,得到熔模铸造成品零件。
熔模铸造(失蜡铸造)的核心优势,为什么优先选择?
相比砂型铸造、压铸等工艺,熔模铸造(失蜡铸造)是高精度、复杂零件的首选,核心优势精准匹配企业生产痛点:
尺寸精度高,大幅减少机加工成本
尺寸精度达IT6-IT8级,表面粗糙度Ra≤1.6μm,无需大量机加工即可装配,有效节省工序,降低精密零件加工成本,适配难加工材质零件。
表面质量好,无需复杂打磨
型壳光滑,铸件表面平整无飞边毛刺,光洁度远超砂型铸造,部分产品可直接装配,节省人工打磨成本,适配对表面质量要求高的零件(装饰五金、医疗配件等)。
可成型复杂结构,突破传统工艺限制
可轻松成型深孔、异形孔、薄壁、复杂内腔、倒扣结构,无需拆分零件,减少装配工序,提升零件强度和密封性,适配阀门、泵体等复杂配件。
适用材质广泛,适配多行业需求
适配所有金属材质(碳钢、不锈钢、合金钢、高温合金等),可根据零件工况(强度、耐蚀性等)选择材质,满足多行业差异化需求。
生产灵活,适配多批量生产
模具成本适中,无需大型设备投入,适配样品开发、小批量定制和大批量量产,满足不同规模企业需求,缩短交付周期。
熔模铸造(失蜡铸造)主要应用领域,覆盖多行业精密零件
凭借高精度、高适应性,熔模铸造(失蜡铸造)广泛应用于多行业,具体场景如下,覆盖用户搜索需求:
阀门、泵体、法兰类零件
此类零件对密封性、精度要求极高,且多为复杂内腔,熔模铸造可精准成型,避免气孔、砂眼等缺陷,是阀门熔模铸造、泵体失蜡铸造的首选,应用于水利、化工等行业。
汽车零部件、机械传动配件
汽车发动机配件、变速箱齿轮等,精度和力学性能要求严格,熔模铸造可实现高精度量产,降低加工成本,适配汽车、通用机械规模化生产。
五金工具、装饰五金件
精密五金工具、锁具、装饰五金等,对表面光洁度要求高,熔模铸造可实现无毛刺、高精度成型,无需复杂打磨,是五金件熔模铸造主流工艺。
医疗器械、食品机械精密配件
医疗器械、食品机械的精密配件,对材质纯度、精度、光洁度要求极高,熔模铸造可满足无菌、无杂质需求,适配高端制造领域。
其他行业应用
此外,还广泛应用于船舶、轨道交通、航空航天、自动化设备等领域,所有结构复杂、精度要求高、材质特殊的金属零件,均可采用该工艺。
熔模铸造(失蜡铸造)选型指南,哪些零件适合?
企业选型时,满足以下条件,优先选择熔模铸造(失蜡铸造),可最大程度降本提效:
- 零件结构复杂(深孔、异形孔等),传统工艺难以成型;
- 尺寸精度(公差≤±0.05mm)、表面光洁度(Ra≤1.6μm)要求高,无需大量机加工;
- 壁厚较薄(0.5-5mm),不适合压铸、砂铸;
- 材质为不锈钢等难加工材料,机加工成本高;
- 生产批量灵活,需控制成本、缩短交期。
常见疑问解答
熔模铸造和砂型铸造的区别是什么?
核心区别在精度和表面:熔模铸造无分型面(精度IT6-IT8级、表面光洁),适合复杂精密零件;砂型铸造有分型面(精度IT10-IT12级、表面粗糙),适合简单、低精度零件,成本较低。
熔模铸造精度能达到多少?公差标准是什么?
常规精度达IT6-IT8级,表面粗糙度Ra≤1.6μm,公差可控制在±0.05mm以内,具体可根据零件尺寸、结构调整。
熔模铸造生产成本高吗?比砂型铸造贵多少?
整体成本更低:模具成本略高于砂型铸造,但无需大量机加工;复杂精密零件的综合成本,比砂型铸造+机加工低20%-30%,批量越大优势越明显。
如何选择靠谱的熔模铸造厂家?
优先看3点:① 有标准化生产流程和精度检测设备;② 有对应行业生产经验;③ 可提供定制化服务,适配不同批量、材质需求。
总结
熔模铸造(失蜡铸造)是精密金属零件制造的核心工艺,凭借精度高、表面好、结构适配强、材质广、生产灵活的优势,解决传统工艺痛点,广泛应用于多行业,是企业降本提质的优选。
掌握其工艺流程和选型要点,选择专业厂家,可实现精密零件高效、低成本生产。若有定制需求或铸造方案咨询,可随时联系获取针对性解答。


